

Поверхности отверстий в трубных решетках барабанов необходимо зачистить от налета ржавчины, заусенцев, пыли и грязи до металлического блеска, а также удалить продольные и спиральные риски. Допускаются единичные спиральные риски глубиной не более 0,5 мм и шириной не более 1 мм, выходящие на одну из поверхностей барабана, при этом расстояние от риски до другой поверхности должно быть не менее 4 мм.
Сама трубная решётка зачищается до металлического блеска, и производится контроль на предмет трещин методом цветной дефектоскопии. Выявленные цветной дефектоскопией дефекты необходимо устранить.

Перед началом монтажа труб необходимо обратить внимание на теплоизоляцию задней стенки котла в районе конвективного пучка (перевал). Задняя стенка служит теплоизоляцией опускных труб Ду150 солевого отсека. При нарушении теплоизоляции этих труб циркуляция воды в котле будет нарушена. При наружном осмотре теплоизоляция может выглядеть целой, поэтому надо простучать её молотком. В нашем случае так и получилось. Из небольшой трещинки образовалась огромная дыра. Ремонт произвели жаропрочным бетоном марки ЖСБ-1000, предварительно приварив лист металла со стороны опускных труб.
Существует два способа соединения экранных и других котловых труб к барабанам: вальцевание и сварка. Расскажем более подробно о каждом из них.
Вальцевание труб
Вальцевание труб один из самых ответственных и интересных моментов в процессе ремонта котла, потому что становится видимым результат работы.
Концы труб перед вальцеванием должны быть отожжены. Отжиг производится путём нагрева конца трубы на длину 100-250 мм до температуры 600-660 градусов Цельсия (коричнево-красный цвет металла) с последующим охлаждением в песке или в слое асбестового картона.
Подготовленные к вальцовке наружные концы труб должны быть зачищены на длине 50–80 мм до металлического блеска. Продольные и спиральные риски должны быть выведены полностью.
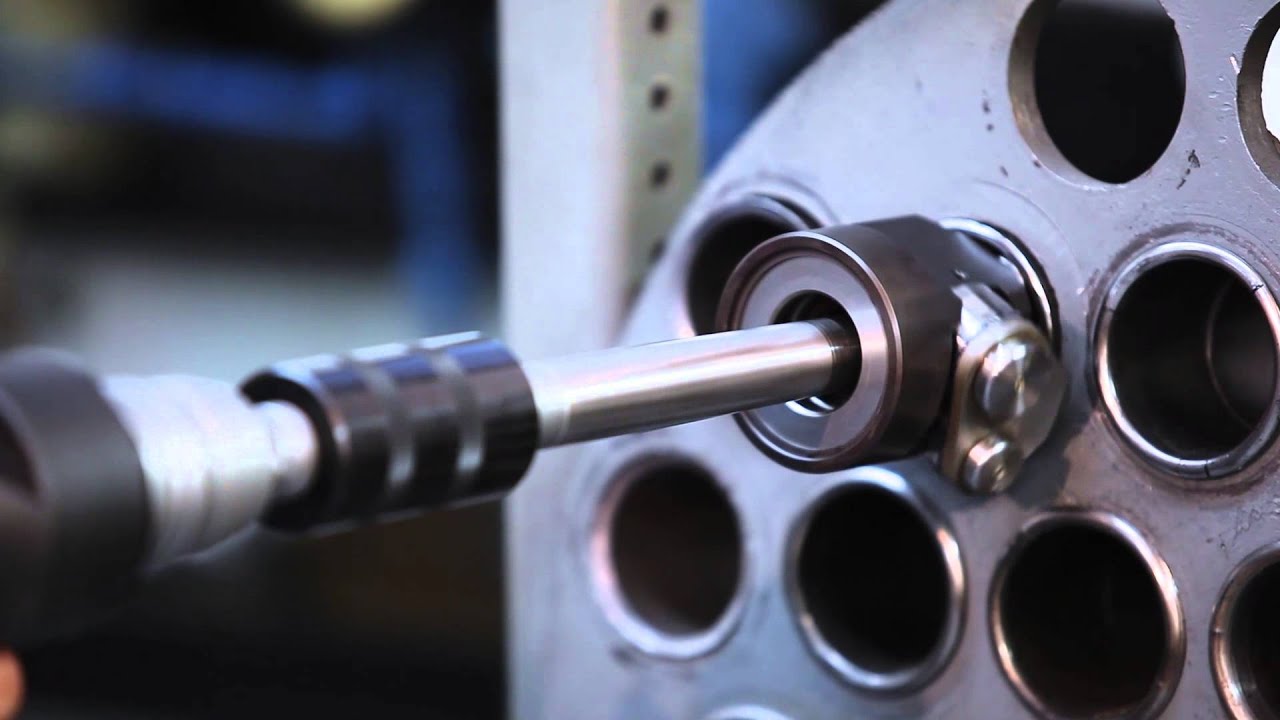
Выверенные трубы по концам и шагу должны быть закреплены в отверстиях привальцовкой (прихваткой) при помощи бортовочной вальцовки до устранения зазора между наружной поверхностью трубы и стенкой отверстия. Окончательная вальцовка выполняется крепежной вальцовкой до получения полной раздачи конца трубы, необходимой геометрии и плотности соединения.
Развальцовка труб должна осуществляться приводами, оснащенными системой автоматического контроля крутящего момента. Это обеспечивает стабильность качественных показателей соединений труб с трубной решеткой.
Показателем надежности вальцовочного соединения служит степень развальцовки. Для котла ДЕ-6,5-14 ГМО с трубами диаметром 51 мм это можно определить по внутреннему диаметру трубы после развальцовки. Расчетный внутренний диаметр трубы после развальцовки должен быть равен 47 мм.
Внутренняя поверхность развальцованной трубы должна быть гладкой, без вмятин и задиров. Высота бортовочного колокольчика должна быть равной 11-15 мм. Переход от развальцованной части к колокольчику должен быть чистым, без следов подрезов и наката.
На ремонт трубной системы котла необходимо запланировать 30–40 дней.



")
